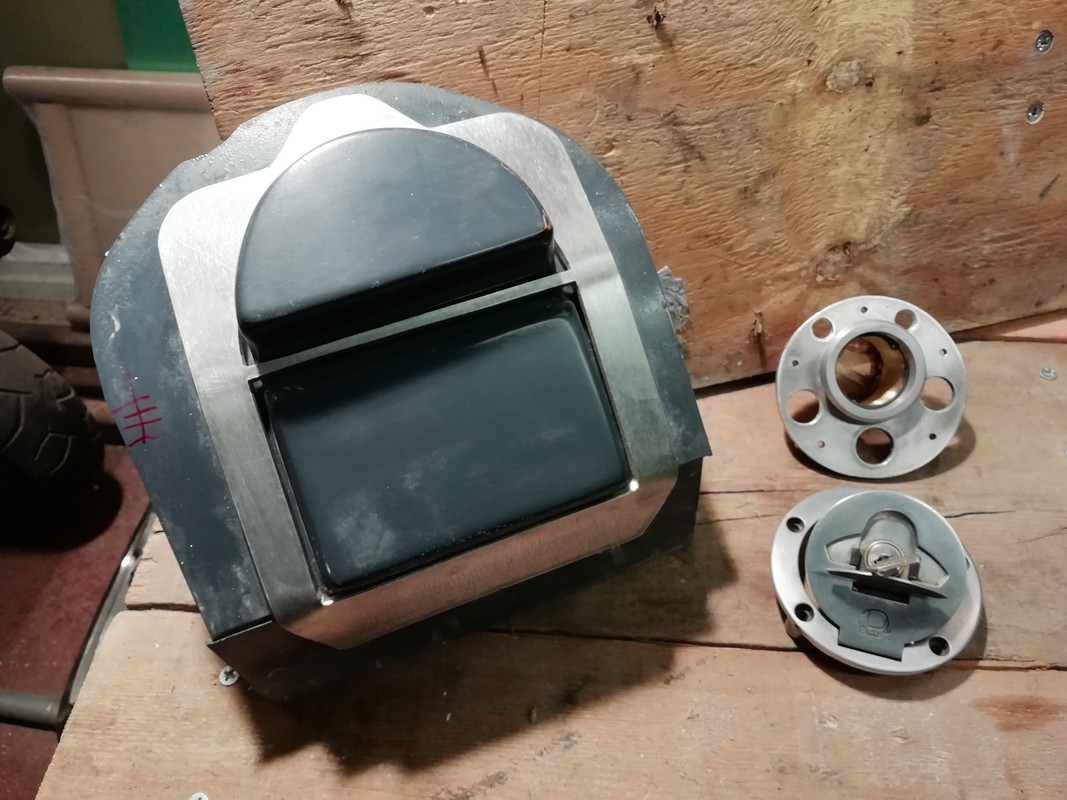
Made these up today, which are to be bonded into the inside of the headlamp shell, basically fancy captive nuts.
Annoyingly, I discovered that the two places inside the headlamp shell where they are due to be bonded are not parallel (by about 4mm). It was then that I remembered when I was making the pattern I just filed the foam by eye fully intending to square them up later and then got distracted and forgot all about it. The mould is in final form and cannot be modified now so I will have to make a jig to hold them parallel inside the shell and fill the correctional void with resin and CF. (2 bits of 8mm studding joined by a hexagon bar internally threaded and 4 lock nuts).
I think I can massage the mistake on the outside of the shell with two appropriately filed alloy spacers.

The tank mould dividers are now all made up. The skirts I made in 1mm polypropylene. At first, I tried to make the skirts in one piece but the number of angles and curves made filing them to shape a nightmare and I resorted to cutting it into sections, each section containing only one curve or one change of angle. The main dividers are in 3mm polypropylene.
I have decided to not bother with the fuel level warning light sensor in the tank because:
a) space to fit the boss under the tank is constrained and the only available place is very close to the rear cylinder head/cam-box;
b) the standard sensor will need a large diameter boss and that would mean buying large hexagon alloy bar and about £50 for a large tap and die;
c) I have a right angle fuel tap with a reserve position anyway.
I am now pondering ways to include a transparent vertical line into the moulding of the tank top surface that will give me a visual indication of the level of fuel in the tank (as per the 1972 Paul Smart Imola 750SS). This solution really appeals, it is simple and elegant, reduced weight, no maintenance and no failure modes.
Current thinking is to lay down the first gel coat and then put an 8mm bore clear plastic tube (open at both ends) vertically in before the second gel coat is applied and then encapsulate it with the carbon fibre cloth.
Problems I foresee are a) retaining the tube in a vertical position whilst the second gel coat is applied, b) getting the carbon fibre to have a straight edge either side of the tube - a blurry line would look awful although if the tank is painted a straight line could be masked into the exterior paint, c) preventing any excess epoxy contaminating the inside of the tube during the laying up of c 6 layers of CF and d) I will need to treat the tank with ethanol resistant resin after the top and bottom surfaces are bonded together and how can I stop the resin getting into or worse clogging up either the top or bottom of the tube? As I write this I think I have a partial solution to the above – bond in a big loop of tube that is accessible from the filler hole and when tank is finished, top and bottom halves bonded together and ethanol resistant resin has been sloshed around simply cut the tube through the filler neck and tuck the now open top end of the tube around the filler neck and push the open bottom end to the bottom of the tank.
















 Roast Beef Monster!
Roast Beef Monster!












 Linear Mode
Linear Mode

