Proper winter now in darkest Kent, it never got above 4 degrees C today and a biting easterly wind so the garage is absolutely freezing. The insulated shed where I am now fibre-glassing was a comparatively cosy 10 degrees so that is where I have spent the last 2 days.
All the moulds that were damaged in removing them from the patterns have had two filling and rub down cycles. The belt covers will need a third. Unfortunately it is virtually impossible to get a polished finish on (mould repairing) filler inside a female mould particularly if there is any intricacy in the design. This means that I have a number of options when I come to make the actual carbon fibre component.
1) I put down a substantial gel coat (say 1.5mm thick as opposed to 0.5 to 1mm thick) and hope that I will be able to polish the top surface after it comes out of the mould, this suffers from the disadvantage that the gel coat is more brittle than the epoxy encasing the carbon fibre so could lead to vibration cracks, crazing /spidering of the finish downstream. Also I am not sure I want a carbon fibre showing through the gel coat as: a) it is not quite in keeping with the aesthetic I am trying to achieve (1970s café racer, 20 years before carbon fibre existed); b) it will require me to be skilled in laying and cutting the carbon fibre as I put it into the mould, if I get it wrong (90% racing certainty) it will look horribly home-made which of course it is.
2) As 1 above but put pigment in the gelcoat so the carbon fibre weave does not show through. Disadvantages: a) potential crazing of finish downstream due to excess gel coat thickness as above; b) it provides an additional complication to mixing the gel coat that is likely/could go wrong, too much or too little pigment causing colour variation between components: c) a slight loss of strength of the component – judged to be very marginal; and d) additional cost - the pigment is not cheap.
3) Do what I had originally planned to do and make the component and cover any post removal from mould defects with filler primer and paint.
On balance option 3 is best for me because it is cheapest, effectively kicks the can down the road with regard to obtaining an acceptable finish and allows me to get on with things tomorrow.
The next step for these moulds is time critical as the epoxy compatible gel coat has an optimum time to apply the epoxy/carbon fibre – 3 hours – too short and the carbon will intrude, too long and the bonding will be less than 100%. I will have to ensure that I have pre-cut all the carbon fibre for each mould on a day with sufficient available hours to complete all that I start that day.

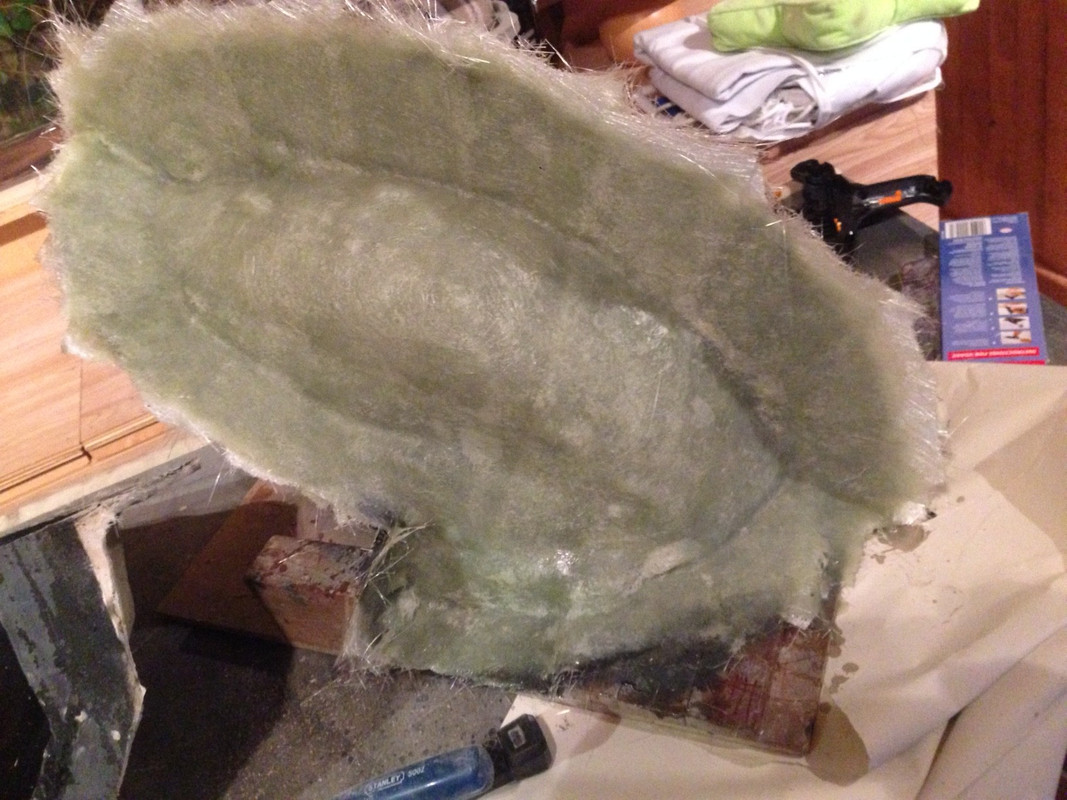
The rear hugger, the fly-screen and the ignitech enclosure have had the mould dividers removed which came off encouragingly easily. They are now ready for the second half of the process (5 coats of release agent, 2 coats of mould gel coat followed by a coupling coat with 100g mat, than 4 coats of 300g mat in polyester resin.
The air scoops have had the mould dividers attached with a hot glue gun, the edges and the divider interface will be sealed with wax and the divider given 5 coats of release agent.
The seat and the petrol tank, the most “in your face” components of the build have not yet got much beyond pattern stage.
More of the same tomorrow, I do feel as though I am making progress, slow but progress nevertheless.























 Hybrid Mode
Hybrid Mode
